板式精餾塔設計裝配圖CAD.dwg
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 板式精餾塔設計裝配圖CAD.dwg
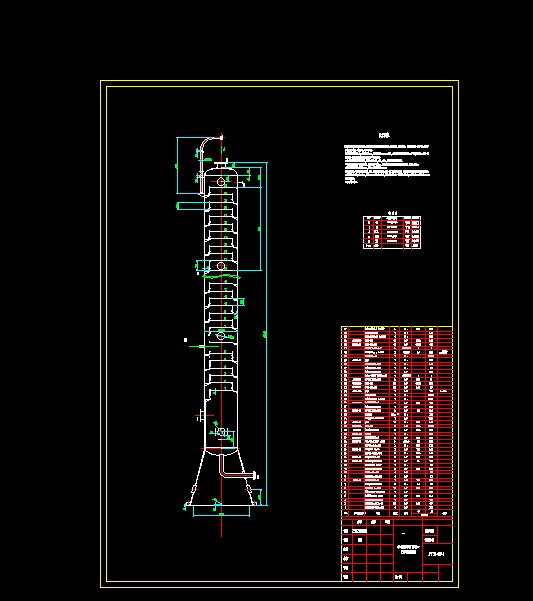
⒈本塔鋼殼部分按JB 1580-65〈碳素鋼及不銹鋼焊制容器技術條件〉進行制造,試驗和驗收。襯鋁部分按JB 1580-75〈鋁制焊制容器技術條件〉進行制造,試驗和驗收。
⒉鋼部分焊接采用電焊,焊條標號為T42,焊縫形式按HGJ 15-89標準,襯鋁部分焊接采用氬弧焊(或氣焊),焊條用LF2或高一級牌號的鋁。焊縫坡口型式及尺寸按承制廠之現行規范。
⒊翻邊法蘭的緊密面必須平整,不得有局部凹坑,毛刺,刮傷,裂痕等影響密封的缺陷。
⒋塔邊彎曲度應小于1/1000塔高,總彎曲度小于20mm,塔底安裝垂直偏差不超過塔高的1/1000,且不大于15mm.
⒌裙座螺栓中心圓直徑偏差±3mm,任意2孔間距離偏差±3mm.
⒍塔盤另部件,塔盤支持件的制造,安裝,試驗和驗收按JB 1205-80〈塔盤技術條件〉(其中第12條除外)中的相應要求進行。
⒎塔體外殼制成后,表面清理,并以0.25MPa進行水壓試驗,襯鋁后充水試漏(下部封頭開數個Φ5小孔觀察之)然后以0.25MPa進行水壓試驗。
⒏管口方位見本圖。
...
板式精餾塔設計裝配圖CAD.dwg_下載(dwg格式) 機械圖紙
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

