日韩欧美二区_久久久美女_国产精品一区二区三区在线_国产精品久久一区_国产盗摄视频_日本视频在线观看免费
<noscript id="js3kf"><tbody id="js3kf"></tbody></noscript>
<p id="js3kf"></p>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄłD╝ł
23ČĪČ■┤╝╦■ T302A
╬─╝■┤¾ąĪ
Ż║ 601.63 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-08-22
░l ▓╝ ╚╦
Ż║ 2331673406
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
╝╝ągę¬Ū¾
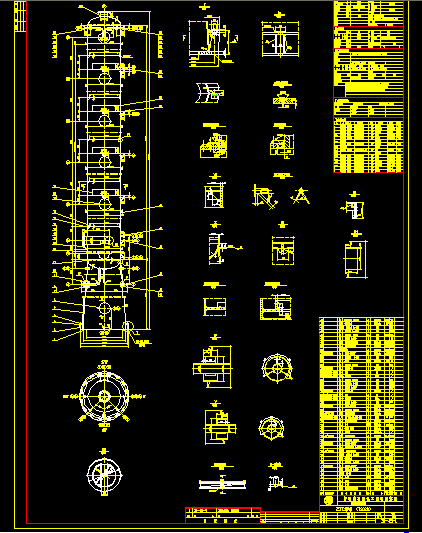
1.įOéõĄ─╩®╣ż║═“×╩šæ¬Ę¹║Ž<<╣ż│╠Į©įOś╦£╩ÅŖųŲąįŚl╬─>>ųą(╩»ė═║═╗»╣żĮ©įO╣ż│╠▓┐Ęų)Ą─ŽÓĻPęÄČ©.
2.▒ŠįOéõĄ─║ĖĮėę¬Ū¾╝░║ĖĮė▓─┴ŽĄ─▀xō±æ¬Ę¹║ŽJB/T4709-2000Ą─ęÄČ©,│²ūó├„═Ō,╠╝õō▓┐Ęų╩ų╣ż║ĖŚlæ¬▀xė├Ą═ÜõēAąį║ĖŚl.
3.╩▄ē║į¬╝■ė├Q345R,00Cr17Ni14Mo2õō░Õæ¬ĘųäeĘ¹║ŽGB713-2008"ÕüĀt║═ē║┴”╚▌Ų„ė├õō░Õ"║═GB/T4237-2007"▓╗õPõō¤ß▄łõō░Õ║═õōĦ"Ą─ę¬Ū¾.
4.▒ŠįOéõ╦∙ė├Õæ╝■16Mn,00Cr17Ni14Mo2æ¬ĘųäeĘ¹║ŽJB4726,JB4728ś╦£╩ųąII╝ēÕæ╝■Ą─ę¬Ū¾.Õæ╝■▓╗Ą├Ų┤ųŲ║ĖĮė.
5.▒ŠįOéõįŁät╔Žš¹¾w│÷ÅS,╚ńę“▀\▌öįŁę“ąĶę¬ĘųČ╬į┌¼Fł÷ĮMčb,ätæ¬Ę¹║ŽĘųČ╬öĄūŅ╔┘║═ĘųČ╬╬╗ų├║Ž└ĒĄ─įŁät.▓óæ¬Ę¹║ŽHG20652-1998Ą┌6.6Ślę¬Ū¾.
6.╦■¾wŁh║Ė┐p▓╝ų├æ¬Õeķ_ā╚╝■ų¦ō╬Łh.
7.╔ŽŽ┬ĘŌŅ^(╝■4,20)Ą─ųŲįņ,Öz“×╝░“×╩šģóššJB/T4746-2002Ą─ėąĻPęÄČ©,▓ó▒ŻūCĘŌŅ^Ą─ūŅąĪ│╔ą═║±Č╚ØMūŃ▒ŠłDę¬Ū¾.
8.═▓¾wų▒ŠĆČ╚╣½▓Ņ×ķ:╚╬ęŌ3000mmķLłA═▓Č╬,Ų½▓Ņ▓╗Ą├┤¾ė┌3mm,┐éų▒ŠĆČ╚Ų½▓Ņ▓╗┤¾ė┌18.7mm.╦■¾w░▓čb┤╣ų▒Č╚╣½▓Ņ×ķ30mm.
9.│²ūó├„═Ō,╣▄Ę©╠m┬▌╦©┐ūæ¬┐ńįOéõųąą─ŠĆ╗“ŲõŲĮąąŠĆ.
10.╚╣ū∙┬▌╦©┐ūųąą─łAų▒ÅĮęį╝░ŽÓÓÅā╔┬▌╦©┐ūų«ķgĄ─ŽęķLśOŽ▐Ų½▓Ņ×ķ2mm.
11.¼Fł÷ę║╬╗ėŗĮė╣▄Ę©╠mĄ─├▄ĘŌ├µæ¬į┌═¼ę╗┤╣ų▒├µ╔Ž,Ųõ┤╣ų▒Č╚į╩▓ķæ¬ąĪė┌1mm;═©▀^ā╔Įė╣▄Ę©╠mųąą─Ą─┤╣ų▒ŠĆķgŠÓį╩▓Ņæ¬ąĪė┌1.5mm;ā╔Įė╣▄ųąą─ŠÓį╩▓Ņ×ķĪ└1.5mm.
12.╦∙ėąī”Įė║ĖĮėĮėŅ^ęį╝░Įė╣▄┼c═▓¾w╗“ĘŌŅ^Ą─║ĖĮėĮėŅ^Š∙▓╔ė├╚½║Ė═ĖĮYśŗ,│²ūó├„═Ō,Įė╣▄(░³└©╚╦┐ū)┼cÜż¾w║ĖĮė║¾æ¬┼cÜż¾wā╚▒Ē├µ²RŲĮ,Įė╣▄ā╚é╚┤“─ź│╔łAĮŪ.
13.▒ŠįOéõ╠╝õō▓┐Ęųæ¬▀Mąą║Ė║¾¤ß╠Ä└Ē.┼cÜż¾wŽÓ║ĖĄ─╦∙ėąśŗ╝■Ą─ŅA║Ė╝■ąĶį┌¤ß╠Ä└ĒŪ░┼cįOéõ║ĖĮė.¤ß╠Ä└Ē║¾▓╗Ą├╩®║Ė.
14.▒ŠįOéõæ¬░┤JB4744-2000ųŲéõ«aŲĘ║ĖĮėįć░Õ.
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
2
╗Ņąį╠┐╬³ĖĮŽõ
3
3╝ēę║ē║Ėūčb┼õłD╚½╠ūłD╝ł
4
35-50▒╝ę░═Ž└ŁÖCš²╩Į«aŲĘłD
5
4-72’LÖCŽĄ┴ąłD╝ł║═ģóöĄ
6
Ė▀Ņlš±äė├ō╦«║YĪĪ╚½╠ū CAD ĪĪłD╝ł.
7
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
8
HP70707Ė▀ē║╝ė¤ßŲ„┐éčbłD
9
QTZ63╦■Ą§╗∙ĄAįOėŗ╩®╣żłDcadįOėŗłD
10
ļp╬³ļxą─▒├KQSN350-M9-433cadłD╝łd
Ė³ČÓ..
ūŅą┬╬─Ön
1
Ė▀Ą═ē║┼õļŖŽĄĮyłD
2
Ž┤░ÕÖC
3
ą²’L│²ēm
4
äėæB▀xĘ█ÖC
5
22224ŽĄ┴ąŲżÄ¦ÖCØL═▓
6
0.8t-hø_╠ņĀtŻ©Č■┼┼┤¾ķgŠÓ╗ŅäėĀtĖū
7
0.75-4揥ūū∙CADłD╝ł
8
00£p╦┘ÖC┐éčbłDCADłD╝ł
9
0.75-4揥ūū∙CADłD╝ł
10
(└õä®╬³╚ļ╣▐)CADłD╝ł
¤ßķT╬─Ön
1
╗Ņąį╠┐╬³ĖĮŽõ
2
╗ņ║ŽÖC╚½╠ūłD╝ł
3
ņF┼┌╩®╣żłD
4
12#╦╔╩¾å╬╣▄CADłD-1.dwg
5
WY22┬─Ħ╩Į═┌Š“ÖC╚½╠ūłD╝ł
6
ŠWĦ▌ö╦═ÖCš¹╠ūłD╝łūį╝║š¹└Ē
7
šµ┐š░³čbÖCąĄ╚½╠ūłD╝ł
8
ļpō¶łAų∙²X▌å£p╦┘Ų„čb┼õłD╝łA0CADłD
9
Č■╝ēłAų∙ą▒²X▌å£p╦┘Ų„čb┼õłD╝łA1ca
10
LSS200¤o▌S┬▌ą²
23ČĪČ■┤╝╦■ T302A_Ž┬▌d(dwgĖ±╩Į) ÖCąĄłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
国产伦理久久精品久久久久
|
国产精品片一区二区三区
|
天堂一区
|
毛片一级在线
|
精品视频在线免费播放
|
欧美精品网站
|
成人在线视频一区
|
成人精品久久
|
欧美亚洲另类视频
|
久久综合九色综合网站
|
亚洲人成亚洲人成在线观看
|
一个看片免费视频www
|
伊人9999
|
亚洲欧美综合久久
|
日韩高清中文字幕
|
国产亚洲精品2021自在线
|
亚洲精品乱码久久久久久蜜桃
|
精品免费av
|
亚洲国产第一区二区香蕉
|
韩国一大片a毛片
|
成av在线
|
a级片在线免费观看
|
免费男女视频
|
亚洲午夜精品一区二区
|
九九精品激情在线视频
|
成人全黄三级视频在线观看
|
操操影视
|
色综合99天天亚洲
|
亚洲午夜精品久久久久久成年
|
女人被添全过程A片久久AV
|
日韩精品视频免费
|
欧美乱xxxxx强
|
欧美在线视频一区二区
|
亚洲国产中文字幕
|
日本视频在线免费
|
成人性大片免费观看网站
|
国产精品久久国产精品久久
|
国产一区二区久久
|
一个人看aaaa免费中文
|
亚洲第一成网站
|
国产精品一区久久久
|
<source id="q3nyg"><tr id="q3nyg"></tr></source>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


