外殼注塑模
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯)�����,下載需要
20 積分
-
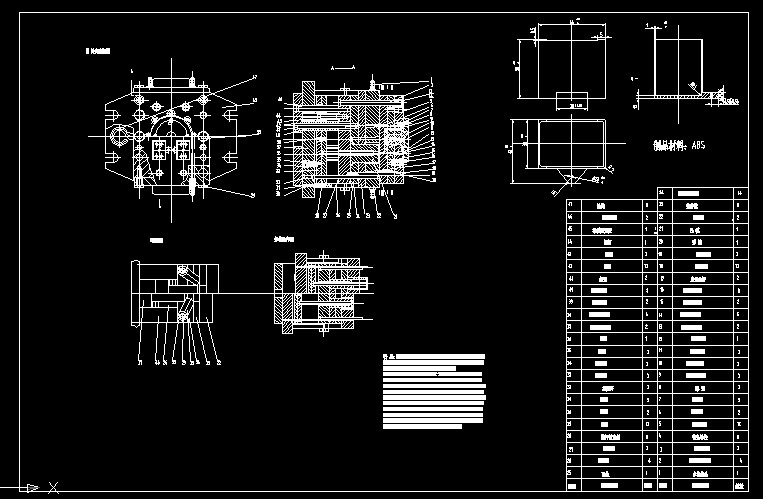
- 特 點(diǎn):制品為薄壁件�,內(nèi)腔相對(duì)較深且有一定的精度要求�。該模具采用點(diǎn)澆口,并設(shè)計(jì)了點(diǎn)澆口自動(dòng)切斷脫落機(jī)構(gòu);采用擺塊式二級(jí)機(jī)構(gòu),確保了制品不發(fā)生推出變形���。模具結(jié)構(gòu)緊湊,工作安全、可靠�����。
工作原理:開(kāi)模時(shí)����,在彈簧20的作用下I-I面首先分型,拉料桿13拉斷點(diǎn)澆口,流道凝料脫出流道板14,保留在拉料桿上�����。流道板14運(yùn)行至定距拉桿17端部時(shí)受定距拉桿17的阻擋而停止���。接著Π-Π面分型�。當(dāng)Ι-Ι面分型之后���,脫澆板11在彈簧15的作用下�����,將流道凝料推離拉料桿13�����,繼而彈簧8推動(dòng)拉料桿9,使流道凝料脫離澆口套10和脫澆板11而掉落�����。定距螺釘5限定脫澆板11的推出高度����。當(dāng)Π-Π面分型到一定距離時(shí),機(jī)床開(kāi)始推動(dòng)推板37����,安裝在推板兩側(cè)的頂板26推動(dòng)頂塊25向上轉(zhuǎn)動(dòng)(以軸釘29為轉(zhuǎn)軸)��,從而推動(dòng)推件板23和凹模板22上行,由于凸模21不動(dòng)�,故制品與凸模脫松�,完成第一級(jí)推出動(dòng)作���。繼續(xù)推出��,頂板26失去對(duì)頂塊25的作用��,故推件板和凹模板不在上行,而推桿36繼續(xù)上行將制品推出凹模���,完成第二級(jí)推出動(dòng)作����。
...
外殼注塑模_下載(dwg格式) 機(jī)械圖紙
 熱門(mén)關(guān)鍵詞:
熱門(mén)關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


