上瓦楞輥總成cad圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
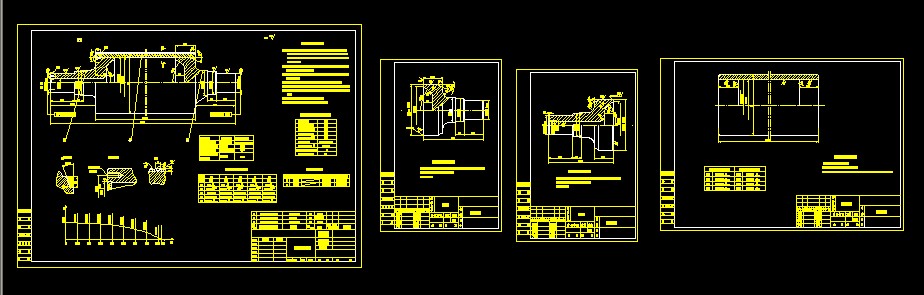
- 技術要求
1、本部件按GB150-1998《鋼制壓力容器》和國家質量技術監督局頒發的《壓力容器安全技術監察規程》及QB/T1447.2-2000《瓦楞輥》進行制造、檢驗和驗收。
2、焊接采用手工電弧焊,焊縫坡口形式應符合GB985-88,焊條采用E5015。
3、D類焊接接頭應進行滲透檢測,符合JB4730-94, Ⅰ級合格。
4、楞齒表面氣體氮化處理,氮化深度0.3-0.5。
5、部件加工完畢后,以2.6MPa的壓力進行水壓試驗。
6、瓦楞輥的制造精度按GB12070-89表三之規定進行檢測
7、加工完成后,做靜平衡試驗。
8、未注倒角2×45°,圓角為R3-5。
技術要求
1、未注粗糙度的尺寸待與輥體焊合后加工至尺寸。
2、該件應符合JB4726-94。
3、正火。
技術要求
1、調質HB207-269。
2、表面不得有裂紋和缺陷。
3、無加工符號的尺寸應適當留量,待與軸頭焊后加工。 ...
上瓦楞輥總成cad圖紙_下載(dwg格式) 機械圖紙
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

