|
|
|
| | |
| |
|
TG60主軸cad圖紙
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
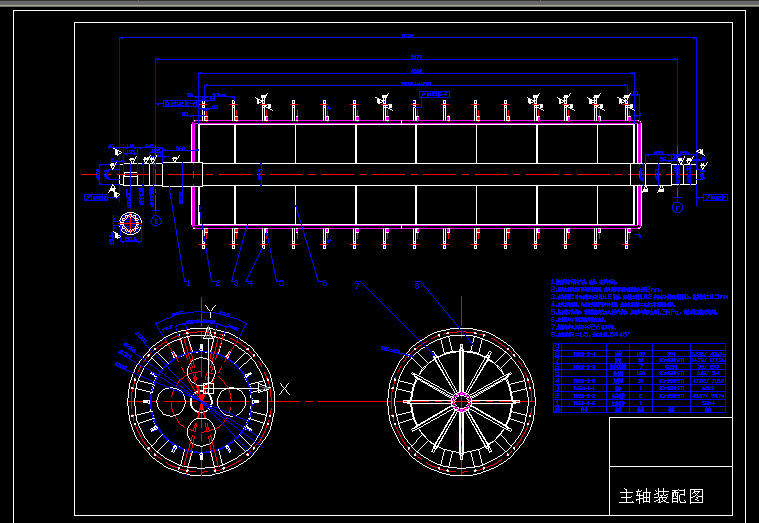
- 技術(shù)要求
1.所有焊縫不得有氣孔、裂紋、夾砂等現(xiàn)象。
2.筒體內(nèi)襯焊接可以進(jìn)行分段焊,但必須保證筒體的圓度公差為2mm。
3.在焊接件5時(shí)必須保證在圓周上12等份,同時(shí)保證圓周上12個(gè)吸水口在相同的圓周上,偏差值為±0.5mm
4.在焊接站筋時(shí),必須在支撐圈的中間位置,避免支撐圈在二次加工時(shí)把焊縫車掉。
5.整個(gè)轉(zhuǎn)子焊接后,對(duì)筒體內(nèi)進(jìn)行加壓力空氣檢驗(yàn),壓縮空氣的壓力為0.3MPa,試驗(yàn)結(jié)束后焊死試驗(yàn)孔。
6.在切削加工前要消除焊接內(nèi)應(yīng)力。
7.鍵槽的中心應(yīng)在兩個(gè) ...
TG60主軸cad圖紙_下載(dwg格式) 機(jī)械圖紙
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


